
Découvrez la description, le fonctionnement les consignes d'utilisation de la SP 63-S Mobile V3!
Présentation du poste de soudeur SP 63-S Mobile V3
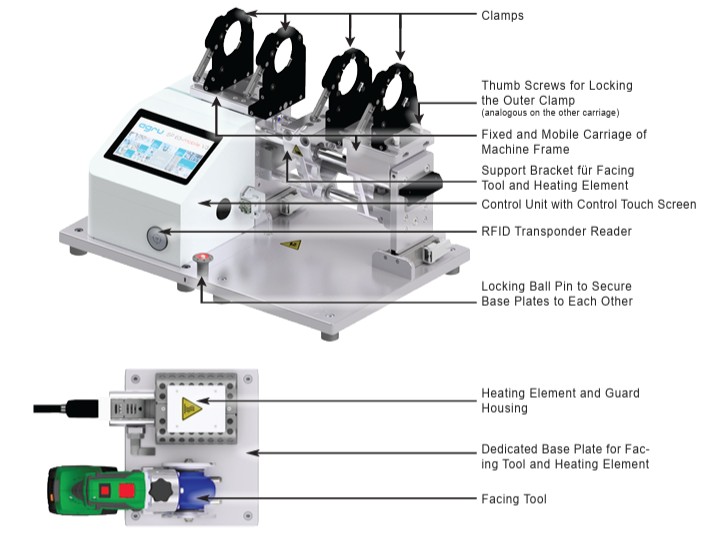
L'Agru SP 63-S Mobile V3 est une machine de soudage bout-à-bout par infrarouge pour thermoplastiques (tuyaux et raccords). Elle peut fonctionner en atelier ou en installation mobile, y compris en position de soudage en hauteur (overhead)

Démarrage du poste à souder SP 63-S Mobile V3
- Sortir la machine du caisson de transport et retirer les verrous de transport.
- Installer la plaque de base, la mécanique et l'électronique.
- Insérer l'outil d'arasage sur sa plaque dédiée.
- Charger les batteries de l'outil d'arasage.
- Connecter les câbles de commande et d'alimentation.
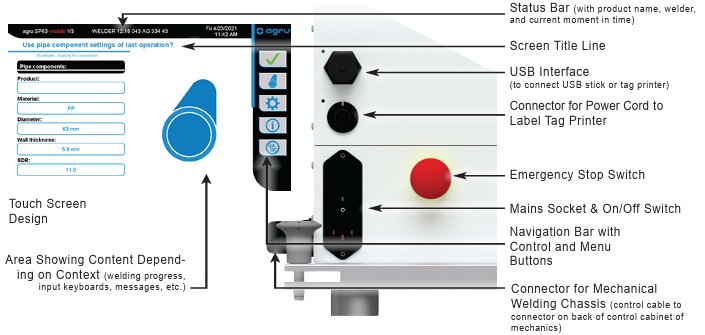
- Mettre sous tension via l'interrupteur On/Off.
- Sélectionner la langue d'affichage.
- Saisir le code identifiant du soudeur (obligatoire).
- Réinitialiser la position zéro du chariot mobile (indispensable avant tout soudage).
- Insérer les réducteurs dans les mors selon le diamètre des pièces.
Fonctionnement
Le fonctionnement du poste de soudiure mobile 63-S V3
- L'outil de dressage est inséré entre les chariots, dans sa position de serrage des pièces dans la machine, et les pinces de serrage sont elles-mêmes ajustées aux goupilles d'écartement de l'outil de dressage.
- Les pièces sont serrées et la distance de dressage est réglée.
- L'outil de dressage est déplacé vers sa position de dressage.
- Les extrémités des tubes sont usinées à l'aide de l'outil de dressage jusqu'à ce qu'une bande continue de copeaux se forme.
- L'alignement des tubes est vérifié et confirmé par le soudeur.
- Insertion de l'élément chauffant ; lors de son insertion, l'élément chauffant doit être propre.
- Une fois l'élément chauffant inséré, la fermeture du chariot mobile est confirmée, et les tuyaux se referment avec la force prédéfinie.
- Lorsque les chariots se referment, ils alignent également l'élément chauffant exactement entre les extrémités des tuyaux.
- Les extrémités des tuyaux sont ensuite chauffées à la température prédéfinie.
- Une fois la phase de chauffage terminée, les tuyaux sont automatiquement écartés pour permettre le retrait manuel de l'élément chauffant.
- Une fois le retrait de l'élément chauffant confirmé, les tuyaux se referment l'un sur l'autre.
- Cette opération est suivie d'une augmentation progressive de la force jusqu'à ce que la force de fusion soit atteinte.
- Le tuyau refroidit ensuite à la force prédéfinie.
- Une fois le temps de refroidissement écoulé, la force est automatiquement retirée des chariots et le tuyau ou le raccord peut être retiré.
Transport de la machine
Avant de mettre la machine en service, vérifiez les dispositifs de verrouillage de transport et les dispositifs de sécurité, ainsi que la manière dont la machine est placée dans son carton de transport.
Chaque fois que la machine est déplacée ou expédiée, elle doit être placée dans ce carton et tous les dispositifs de verrouillage et de sécurité doivent être activés.
Les illustrations ci-dessous vous aideront à comprendre le fonctionnement des dispositifs de transport. Important : lors de tout transport, le rouleau d'étiquettes doit être retiré de l'imprimante et les piles doivent être placées dans le carton.
![]()
![]()
Points d'attention
Les outils mobiles SP 63-S sont conçus pour les raccordements à distance et le soudage de raccordement final.
Aussi, en raison de sa conception et de sa portabilité, cet outil n'est pas aussi robuste que les outils de la série SP 110-S. L'utilisation des outils SP 63-S pour un projet complet entraînera une usure excessive des appareils et pourra conduire à une défaillance prématurée
Il convient également de prendre soin des cordons d'alimentation et des fiches du dispositif de chauffage afin d'éviter toute tension excessive sur les fils et les points de connexion des fiches.
Par ailleurs, une force excessive lors de la traction de longues longueurs de tuyau peut également entraîner des pannes du servomoteur, en raison de la force excessive requise. Le SP 63-S Mobile V3 doit être branché sur une ligne dédiée avec une source d'alimentation ininterrompue
Gestion des données et des rapports
- Tous les paramètres et données de traçabilité sont enregistrés automatiquement.
- Les rapports peuvent être téléchargés sur clé USB (formats PDF court, PDF étendu, ou fichier base de données DataWork).
- Il est possible de filtrer les rapports par commission, soudeur, ou plage de dates.
- Un visualiseur de rapports étendu (protégé par code superviseur) offre des statistiques détaillées et des graphiques par semaine, diamètre, matériau, etc.
- Les étiquettes peuvent être réimprimées depuis la mémoire (marquées "CPY" pour copie).
Maintenance et Garantie
- Garantie : 12 mois à compter de l'achat ou de la première utilisation.
- Intervalle de maintenance préventive : 18 mois ou 5 000 opérations de soudage (selon ce qui survient en premier).
- La garantie fabricant couvre jusqu'à 3 000 joints soudés avec les paramètres d'usine et une température ≤ 530°C.
- Toute réparation doit être effectuée par agru ou un partenaire agréé comme DIP Plastique ; toute intervention non autorisée annule la garantie.